



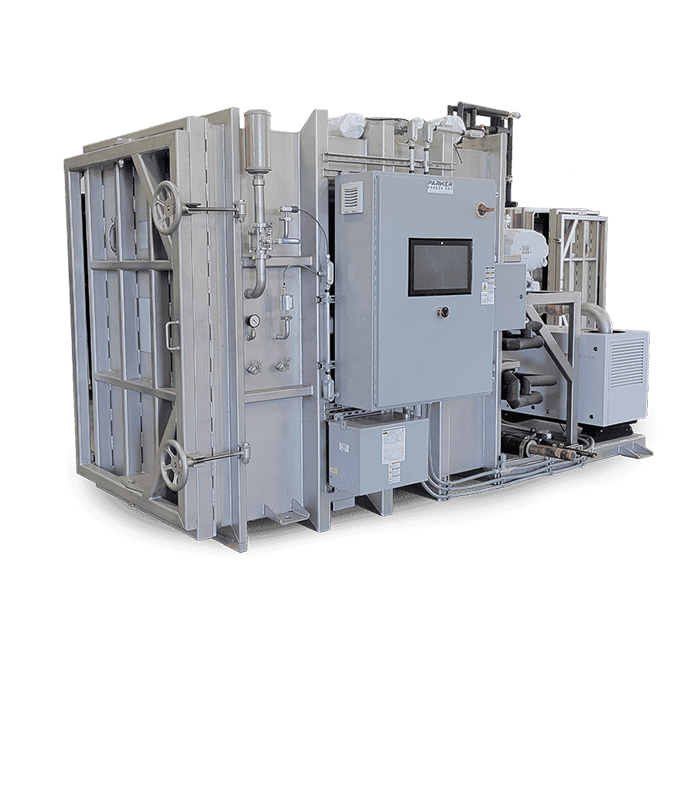




Summit Freeze Dryer
The Summit freeze dryer is perfect for operators looking for commercial quality freeze drying equipment in a turnkey package. With a wet volume of 97 lbs utilizing a maximum of 15 individually heated trays, Summit users will experience consistent results.
